News
5 étapes pour assurer l’étanchéité de votre système
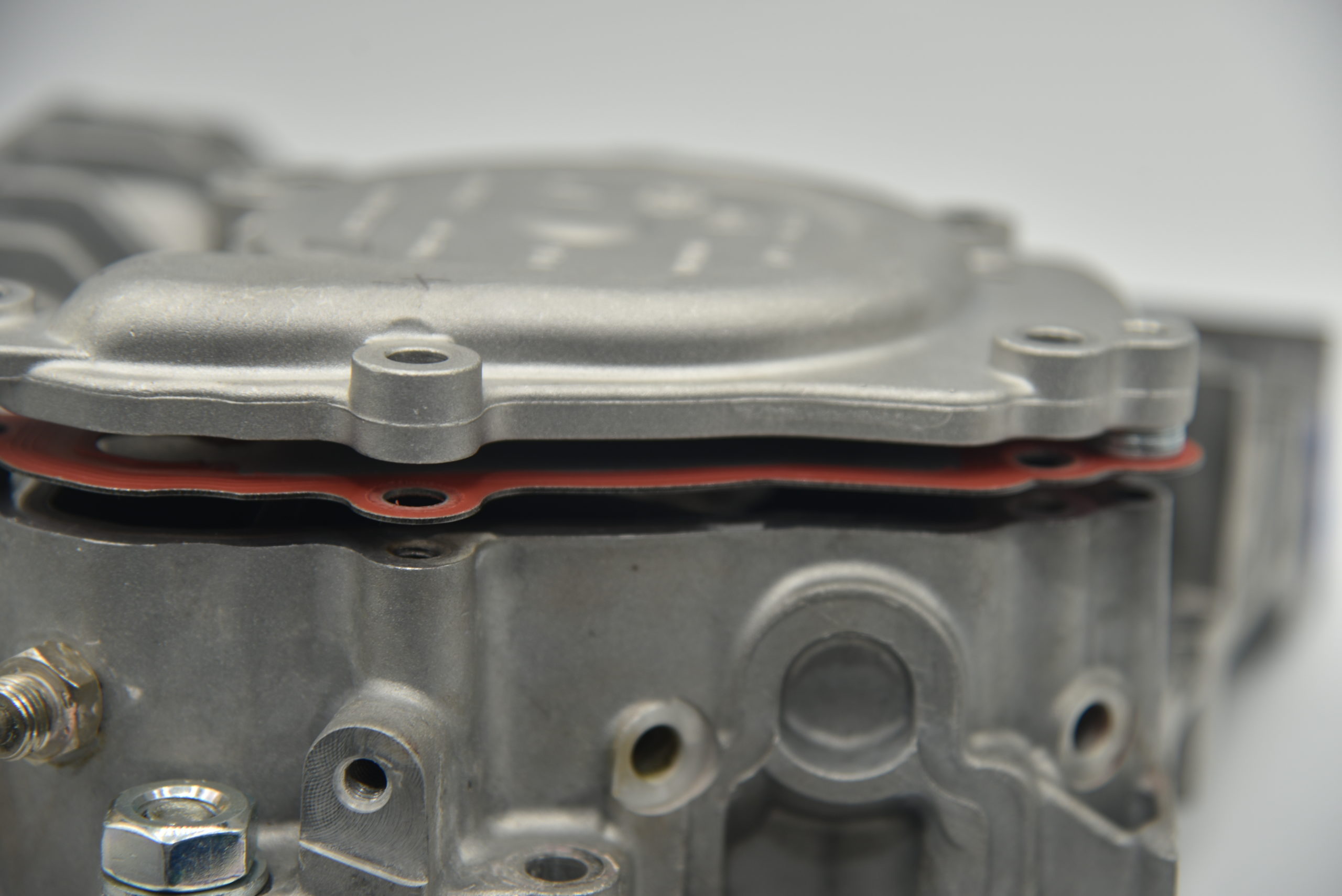
Les joints LEM sont facilement reconnaissables grâce à leurs cordons topographiques.
Qu’est-ce que cela signifie et comment ajuster cet attribut ?
Avec notre technologie, l’étanchéité est assurée par plusieurs cordons qui fonctionnent en parallèle les uns des autres, rendant la propagation de liquide impossible. Notre solution propose des cordons à la hauteur ajustée en fonction de l’emplacement et des éléments environnants. Il en résulte une forme optimisée des cordons d’étanchéité en élastomère, ce qui permet d’obtenir la meilleure compression possible du joint, tout en tenant compte des distances entre les vis ainsi que les déformations des pièces à étancher.
Voici les cinq étapes que nous suivons pour assurer un dimensionnement parfait des cordons:
- Étape 1 : Nous analysons les géométriques de votre système, notamment la forme, l’épaisseur, la largeur, la rigidité de vos pièces ainsi que le type de matériau que vous utilisez. Nous analysons également les conditions et limites telles que les forces mécaniques, la pression, la température, la distance entre les vis, les déformations et le fluide.
- Étape 2 : Nous définissons les dimensions initiales du joint et la position des cordons pour garantir une résistance et une robustesse maximales du joint en utilisant les modèles 3Ds de vos boîtiers partagés par votre équipe d’ingénieurs. Nous faisons ensuite valider notre fichier 3D du joint par ces derniers.
- Étape 3 : Nous estimons la topographie des cordons d’étanchéité en utilisant nos normes internes ainsi que nos 20 ans d’expérience dans la production de cette technologie LEM. Le plan du joint est ensuite communiqué à vos équipes d’ingénieurs en attente de validation.
- Étape 4 : Nous produisons des prototypes selon le plan en utilisant un processus très similaire à la « production en série » et en utilisant les mêmes matériaux. Nos équipes s’appuient sur un outil de compression pour pouvoir mouler l’élastomère sur la couche métallique. La découpe de pièces est réalisée au laser pour les prototypes plutôt que l’outil d’emboutissage qui est réservé à la production en série.
- Étape 5 : Nous mesurons les pièces et contrôlons que la pression du contact entre le joint LEM et les boîtiers est appropriée à l’aide de papier FUJI, ce qui permet de s’assurer que la géométrie définie peut répondre aux exigences et éviter les fuites. Si nécessaire, nous pouvons ajuster l’outillage du prototype, et donc améliorer les résultats d’étanchéité et contrôler à nouveau à l’aide du papier FUJI.
En appliquant ce processus de 5 étapes, nous nous assurons que notre joint sera ajusté à vos pièces et qu’il pourra garantir l’étanchéité tout au long de la durée de vie de vos produits.
Other Posts

Le Vélo à Assistance Électrique (VAE) : Technologie, Fonctionnement et Impact Écologique
Solution populaire pour une mobilité plus durable, le VAE allie l’effort physique du cycliste et la puissance d’un moteur électrique. Il séduit de plus en plus d'usagers, notamment pour ses avantages en termes de confort, de performance et d'impact écologique. Mais comment fonctionne-t-il vraiment ?
Voir l'article

Contact
34 chemin Pierre Blanche
69800 SAINT-PRIEST
France
Switchboard: +33 4 72 23 25 25
Human Resources: +33 4 72 23 25 01
Sales: +33 4 72 23 24 57
